
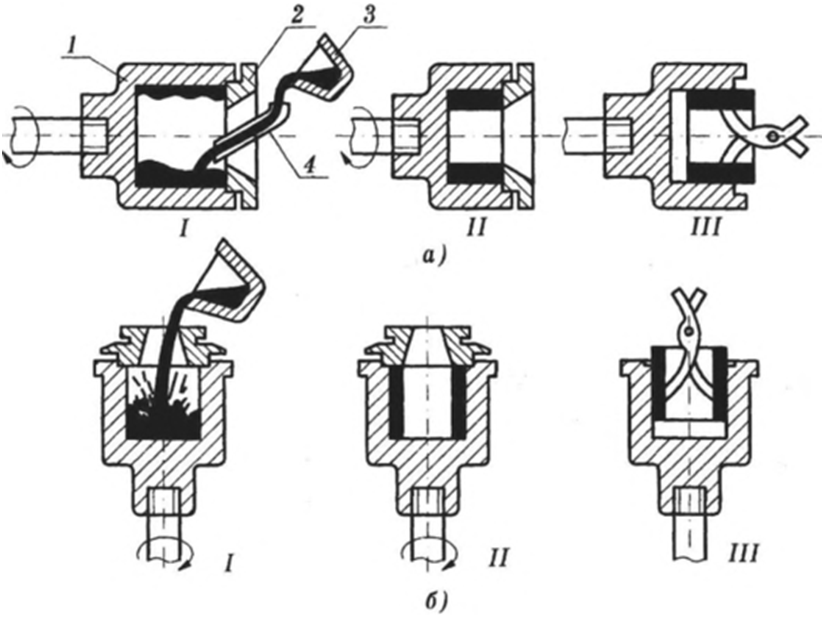
Специфика этого способа заключается в том, что под действием центробежных сил, которые больше гравитационных, залитый во вращающуюся форму расплав равномерно распределяется по её внутренней поверхности. После затвердевания образующиеся отливки имеют форму тел вращения (цилиндров, колец, труб).
Преимущества центробежного литья следующие:
хорошее заполнение формы расплавом; повышенная плотность отливок за счёт уменьшения пор, раковин и других дефектов; высокие механические свойства отливок; возможность получения отливок из двух и более металлов, располагающихся слоями.
Недостатки центробежного литья следующие:
загрязнение внутренней поверхности отливок неметаллическими включениями; получение неровной внутренней поверхности отливок; введение для внутренних размеров сравнительно больших припусков на механическую обработку. Точность отливок достигает 12… 14-го квалитетов, шероховатость поверхности Ra = 12,5…1,25 мкм.
Мы делаем отливки из латунных, бронзовых сплавов и чугунов по конкурентоспособным ценам. В процессе производства обеспечиваем постоянный контроль качества отливок.
Технические данные:
— Масса отливок по бронзам до 150 кг.
Нам под силу задачи любой сложности!
Мы предложим Вам самые выгодные условия по литью!
 84957951915
84957951915 tehnolit@mail.ru
tehnolit@mail.ru